更新時間:2025-09-30
普通車床作為機械制造的基礎設備,其加工過程體現了傳統工藝的精髓。一件毛坯料在車床上蛻變為精密零件的旅程,始于周密的準備工作。操作者首先需仔細閱讀圖紙,分析零件的形狀、尺寸和公差要求,隨后選擇合適的金屬材料(如圓鋼、合金等)作為毛坯,并準備配套的車刀、卡盤、量具等工具。
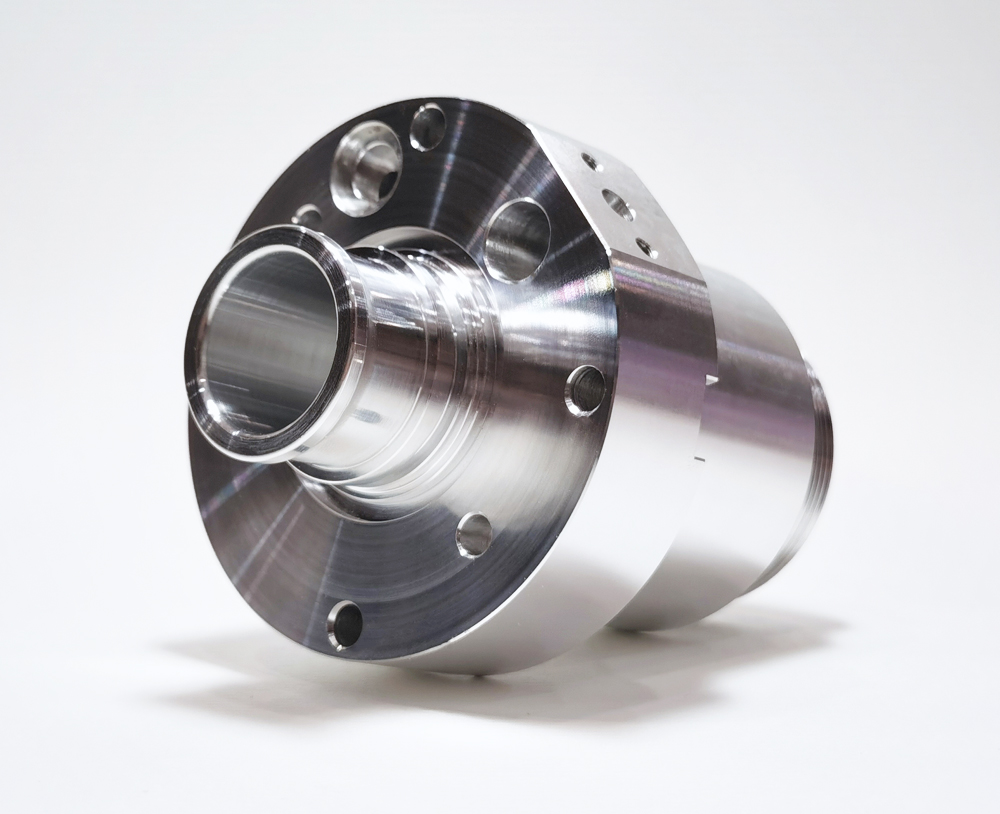
加工的第一步是裝夾工件。操作者將毛坯牢固地安裝在車床的三爪卡盤上,確保其旋轉中心與主軸軸線重合。接著安裝合適的車刀,調整刀架位置,這一環節的精準度直接決定了后續加工的質量。
核心的切削加工遵循“先粗后精”的原則。啟動車床,主軸帶動工件勻速旋轉。粗加工階段采用較大的切削深度和進給量,快速去除多余材料,使工件接近目標尺寸,此時切屑呈暗藍色連續排出。粗車留出0.5-1毫米的精加工余量。
精加工是展現技藝的關鍵環節。操作者會更換鋒利的精車刀,減小切削深度和進給量,適當提高轉速。刀尖輕觸工件表面,發出清脆均勻的切削聲,閃耀的金屬切屑如絲般滑落。通過精確的走刀,零件表面逐漸變得光潔如鏡,尺寸精度可達0.01毫米。期間需多次停車,用游標卡尺、千分尺等量具精確測量,微調刀具直至完全符合圖紙要求。

整個加工過程中,操作者需全程關注切削狀態,適時加注冷卻液以降低溫度、提高表面質量。當最后一道工序完成,松開卡盤取下零件時,一個符合設計要求的成品已然誕生。這旋轉的金屬與切削的火花,不僅是材料的重塑,更是操作者經驗與智慧的凝結,展現著機械制造最本真的魅力。
2025-07-03
2025-03-25
2023-08-10
2025-08-16












 返回列表
返回列表
